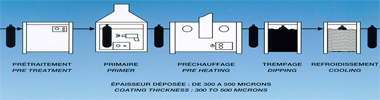
Immersió:
Es basa en posar en contacte la peça, prèviament escalfada a 275ºC-300ºC, amb el Rilsan® submergint-la durant 3 a 5 segons en una cuba de fluidificació. Amb aquest procediment s’aconsegueix un recobriment uniforme, de 250 a 500 μm de gruix, en tota la superfície de la peça. Permet recobrir amb facilitat racons i interseccions.
Depenent del material i dimensions de la peça, la temperatura del forn haurà d’estar entre 280ºC i 400ºC.
És possible fer recobriments parcials emmascarant o protegint les parts que no es volen recobrir.



Referència recomanada: Rilsan ® T.
Procediment: desgreixat, granallat, imprimació, escalfament, immersió a la pols de Rilsan i refredament (a l’aire o per immersió en líquid).
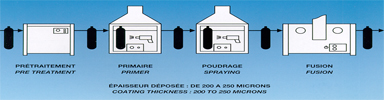
Electrostàtica:
Mitjançant pistola electrostàtica les partícules de Rilsan® es carreguen elèctricament i es projecten sobre la peça metàl·lica freda o calenta, prèviament imprimada. Posteriorment, la peça és introduïda en un forn (210-220ºC) on s’aconsegueix la fusió.
Aquest procediment permet l’aplicació de diverses capes consecutives de Rilsan®. Es poden aconseguir capes d’entre 100 i 180 μm.
Referències ES, per a aplicació amb pistola amb efecte corona positiu o triboelèctrica, i ESY per a efecte corona negatiu.
Procediment: desgreixat, granallat, imprimació, projecció electrostàtica, pas per forn i refredament (a l’aire o per immersió en líquid)
Minicoat/maxicoat:
De forma anàloga al procediment per immersió, les peces són escalfades prèviament i abocades a un bol vibrador on entren en contacte directe amb el Rilsan®. El moviment vibratori d’aquest recipient fa que les peces es recobreixin uniformement.
Aquest mètode permet recobrir peces de mida petita o mitjàna (d’1 a 15 cm), sense manipulació, amb una elevada capacitat d’automatització i alta productivitat, i sense punts de suspensió.
S’obté un acabat rugós que pot ser allisat mitjançant un pas final per forn de fusió.



Referències M.
Procediment: desgreixat, granallat si cal, imprimació si cal, escalfament, immersió, allisat al forn (si cal).
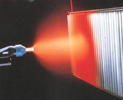
Projecció per pistola en calent o amb flama:
Permet recobrir peces de grans dimensions que difícilment podrien ser recobertes amb els procediments anteriors, com vàlvules, bombes, cilindres. Pot escalfar-se la peça al forn a una temperatura suficient (250-280ºC) i projectar-hi el Rilsan® amb una pistola pneumàtica (o electrostàtica sense càrrega) perquè fongui en contacte amb la superfície calenta.
O bé pot projectar-se amb una pistola de flama, que és la que ens escalfarà la superfície, mentre projecta el Rilsan®. Aquesta última tècnica ens permet fer recobriments in-situ.

Referències T, ES i ESY.
Procediment: desgreixat, granallat, preparació de la peça, aplicació d’imprimació, escalfament, projecció i refredament.
Rotomoldeig:
És una tècnica utilitzada per al recobriment interior de recipients i contenidors en contacte amb substàncies corrosives, com escalfadors d’aigua domèstica, extintors, acumuladors d’aigua, interiors de tubs, etc.
Un cop desgreixada, granallada i imprimada la peça a recobrir, s’escalfa i s’hi aboca Rilsan®, es fa girar la peça mentre s’inclina fins que queda totalment vertical i s’elimina l’excés de Rilsan® per la boca de la peça.
Referències T, ES.
Procediment: preparació de la peça, desgreixat, granallat, imprimació, escalfament, introducció del Rilsan®, rotació, eliminació de l’excés, refredament.
Control de qualitat
La bona aplicació i propietats finals del recobriment Rilsan® poden ser comprovades segons la norma EN10310.